Introduction
Modern manufacturers face relentless pressure: customers demand shorter lead times, margins continue to tighten, and real-time visibility across the shop floor has shifted from competitive advantage to operational necessity. Yet 70% of manufacturers still rely on manual data collection, forcing production supervisors to spend 2-3 hours per shift gathering data instead of managing the floor.
That data gap is exactly what Industry 4.0 infrastructure is designed to close — and for competitive manufacturers, it's already the operating reality, not a future initiative. At the center of this transformation sits the Manufacturing Execution System (MES): the execution layer that connects machines, people, and business data into a single, actionable view of production. This article explains what MES is, how it functions within the Industry 4.0 architecture, and what it takes to implement successfully—especially the critical foundation of machine connectivity that makes everything else possible.
TLDR
- MES sits between ERP planning and shop floor automation, turning schedules into real-time execution while feeding performance data back up the chain
- Core functions span production tracking, quality management, OEE monitoring, traceability, and predictive maintenance
- Machine connectivity is the prerequisite—MES depends on real-time data from machines, including legacy CNC equipment
- Adoption works best with systems that integrate existing machines and ERP rather than replacing them
- Begin with a connectivity audit and targeted pilot before scaling across the facility
What Is MES and Where It Sits in Industry 4.0 Architecture
A Manufacturing Execution System (MES) is software that monitors, controls, and documents production processes as they happen on the shop floor. It sits between business planning systems (ERP) at the top and physical machines (PLCs, CNC equipment, sensors) at the bottom, translating production plans into executable tasks and sending performance data back up the chain.
The ISA-95 Model
The ISA-95 standard formally defines where MES fits in manufacturing control architecture:
- Level 4 (Business Planning): ERP systems manage scheduling, inventory, and business-related activities
- Level 3 (Manufacturing Operations): MES coordinates production workflows, quality, and maintenance—the critical bridge between planning and execution
- Levels 0-2 (Control & Automation): Physical production layer including sensors, PLCs, CNCs, and SCADA systems

This structure ensures clear separation of concerns while enabling seamless data flow between business strategy and shop floor reality.
Industry 4.0 Elevates MES Beyond Data Recording
Traditional MES platforms recorded what happened on the floor — after the fact. Modern Industry 4.0 implementations change that equation:
- Traditional MES: Logs events, generates reports, requires manual review
- Modern MES: Integrates IIoT sensors, processes data in real time, triggers alerts the moment production deviates from plan
- Industry 4.0 MES: Connects cloud analytics and machine-level data into a single decision-making layer
Instead of passive reporting, today's MES enables faster, smarter decisions without waiting for a shift summary.
The global MES market is projected to reach $25.78 billion by 2030 with a 10.1% CAGR, driven by manufacturers' demand for real-time monitoring and process optimization.
Core Functions That Make MES Essential in Modern Manufacturing
Production Order Execution and Work Order Management
MES receives production schedules from ERP and breaks them into actionable shop floor tasks. It tracks which jobs are running, on which machines, at what stage, and flags deviations in real time — replacing paper travelers and manual status checks with live, accurate production status.
Key tracking capabilities include:
- Job and machine assignment visibility across the entire floor
- Deviation alerts when production falls behind schedule
- Stage-by-stage progress without manual status calls
Real-Time Data Collection and OEE Visibility
MES continuously collects machine status, cycle times, and output data to calculate Overall Equipment Effectiveness (OEE)—the product of availability, performance, and quality rates.
OEE Benchmarks:
- World-class: 85% or higher
- Typical: 55-60% for manufacturers without real-time optimization
- Laggards: Around 31%
By surfacing OEE metrics continuously, supervisors gain an instant pulse on floor performance and can act immediately when metrics decline.
Quality Management and Traceability
MES tracks materials, processes, and inspection results at each production step, enabling full traceability from raw material to finished part. This is especially critical in aerospace, defense, and medical device manufacturing where compliance and documentation are non-negotiable.
The system enforces correct process parameters—approved program versions, validated tooling, and certified materials—preventing out-of-spec production before it occurs.
The financial impact is significant: Cost of Poor Quality (COPQ) can reach 15-20% of sales revenue, with scrap and rework alone accounting for 0.6-2.2% of revenue.

Predictive and Preventive Maintenance Coordination
MES uses live machine data to flag developing equipment issues before breakdowns occur, scheduling maintenance proactively rather than reactively. This capability directly addresses the steep cost of unplanned downtime, which averages $260,000 per hour in manufacturing.
Why proactive maintenance matters:
- Unplanned stops disrupt downstream scheduling and labor
- Reactive repairs carry higher parts and labor costs than scheduled service
- Pattern-based alerts allow maintenance windows during planned downtime
ERP and Shop Floor Integration
MES closes the feedback loop between planning and execution by feeding actual production data—cycle times, scrap rates, job completion—back into ERP. This synchronization ensures that scheduling, inventory, and costing remain accurate and up to date, eliminating the lag that plagues manual reporting systems.
Together, these five functions give manufacturers the operational visibility and control that spreadsheets and standalone ERP cannot provide on their own.
How MES Drives Real Efficiency on the Shop Floor
Eliminating Information Latency
Traditional shops rely on paper travelers, manual counts, and end-of-shift reports—meaning problems are discovered hours after they happen. MES replaces this delayed visibility with live dashboards so supervisors act on what's happening now, not what happened this morning. That shift from reactive firefighting to proactive management is where MES delivers its most immediate value.
Reducing Unplanned Downtime
MES identifies root causes of stoppages by categorizing downtime by machine, shift, operator, and failure type. Given that unplanned downtime costs the industrial sector an estimated $50 billion annually, targeted corrective action matters. Patterns that were previously invisible become actionable:
- Recurring failures on a specific machine or shift
- Operator-linked variance in cycle times or stoppage frequency
- Seasonal or volume-driven stress points in the production schedule
Improving Scheduling Accuracy and On-Time Delivery
Real-time job status data allows production schedulers to dynamically adjust priorities, identify bottlenecks, and give customers more confident delivery commitments. Instead of guessing based on outdated information, schedulers work with live data that reflects current shop floor capacity and constraints.
Reducing Scrap and Rework Through Process Control
The same visibility that improves scheduling also tightens quality control. By enforcing correct process parameters at the point of execution, MES prevents defects before they reach final inspection—not after. This upstream approach can lower defect rates by up to 40%, cutting both scrap costs and rework cycles.
Supporting Confident Production Forecasting
Historical MES performance data enables more accurate capacity planning. Managers can model realistic throughput based on actual machine utilization and cycle times rather than theoretical standards, leading to better resource allocation and more reliable delivery promises.
Machine Connectivity: The Foundation Every MES Needs
Why Connectivity Is the Prerequisite, Not an Afterthought
MES is only as good as the data it receives. If machines aren't connected and feeding real-time status, cycle counts, and alarms, the MES operates blind. Every benefit described above—OEE visibility, predictive maintenance, quality enforcement—depends entirely on reliable, continuous machine data collection.
The Legacy Machine Challenge
Most shops operate mixed fleets: newer CNC machining centers alongside older equipment that lacks native network capability. The average machine tool in typical U.S. shops is 9 years old, and 47% of industrial companies have not deployed smart connected assets.
This aging installed base creates a "brownfield" environment where machines were not designed for modern data integration. Many manufacturers assume they need to replace aging equipment to participate in Industry 4.0. That assumption is both common and expensive — and it's wrong.
Excellerant's Role as the Connectivity Layer
Excellerant's founding team has been connecting machine tools since Macdac Engineering's launch in 1991 — including developing the world's first wireless DNC connection in 2001. That depth of experience informs how Excellerant approaches bridging legacy and modern machines into a connected shop floor environment today. Their universal connectivity approach supports any machine brand, control type, and communication protocol—including MTConnect, OPC UA, Fanuc Focas, HAAS MNET, and Mazak Mazatrol.
Connection methods scale to what each machine requires:
- Modern CNCs connect via plug-and-play ethernet or WiFi
- Legacy machines connect through wireless DNC adaptors on RS-232 serial ports, or via PLCs as intermediary devices
- Any machine brand or era can participate in real-time data collection
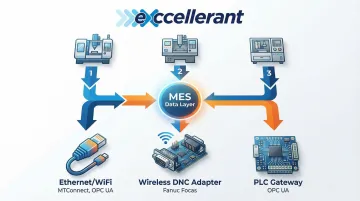
Excellerant's platform provides the real-time machine data that MES platforms depend on, regardless of machine age or manufacturer. Their wireless DNC capability can drip-feed multiple CNC machines simultaneously while collecting the cycle times, machine status, and part counts that feed MES dashboards, maintenance alerts, and ERP updates.
What Proper Machine Connectivity Unlocks
Once machines are connected and streaming data, MES can do its job:
- Capture cycle times automatically without manual entry
- Detect spindle-on vs. idle states for accurate utilization tracking
- Count parts in real time and sync quantities to ERP
- Surface the data needed for OEE dashboards and predictive maintenance
Shops that reach this state stop reacting to problems after the fact. With data flowing continuously from every machine, production decisions are based on what's actually happening on the floor — not yesterday's manual entry.
What to Know Before Adopting MES for Industry 4.0
Start with Connectivity Before Software
The first question isn't "which MES platform?" It's "can our machines actually send data?" Audit machine connectivity across the shop floor and address any gaps—especially with legacy equipment—before or alongside MES selection. Without reliable data collection, any MES will underdeliver.
Look for Integration-First Platforms
Effective MES must connect cleanly with your existing ERP system, automation equipment, and data collection infrastructure. Avoid siloed systems that require heavy customization or create new data islands. Look for:
- Open APIs and standard protocol support (MTConnect, OPC-UA)
- Vendor experience with your specific machine types
- Proven integration with your ERP platform
These criteria matter because integration rarely goes smoothly. About 57% of manufacturers have connected their ERP and MES systems, yet data format inconsistencies and misaligned system requirements remain among the most cited implementation pain points.
Plan for Adoption, Not Just Installation
MES implementation lives or dies on operator buy-in and process change, not just technology. Rather than a facility-wide rollout, start narrow and build from there:
- Pick one use case — such as OEE visibility on a specific cell
- Build internal evidence — demonstrate measurable value before expanding
- Refine the configuration — adjust workflows based on real operator feedback
- Scale with confidence — expand scope only after the system is proven

Phased implementations minimize disruption and give teams time to adapt before the next rollout stage.
Frequently Asked Questions
What is a manufacturing execution system (MES)?
MES is real-time software that connects shop floor machines, people, and processes to monitor and control production. It sits between ERP planning systems and physical automation equipment, translating business schedules into actionable shop floor tasks.
How is MES different from ERP?
ERP handles business-level planning including scheduling, inventory, and costing. MES handles real-time execution on the shop floor. The two systems work together, with MES feeding actual production results back into ERP to keep business systems accurate.
What is the role of MES in Industry 4.0?
MES serves as the execution backbone of Industry 4.0, connecting machines, people, and business systems through IIoT to enable real-time production visibility. Where older approaches simply recorded data after the fact, MES acts on it — triggering alerts, adjusting workflows, and closing the loop between the shop floor and front office.
Can legacy CNC machines be connected to a modern MES?
Yes. Legacy machines can be connected using machine tool networking solutions and protocols like MTConnect or wireless DNC adaptors for RS-232 connections. This allows older equipment to participate in real-time data collection without full replacement.
What is OEE and how does MES help improve it?
OEE (Overall Equipment Effectiveness) measures availability, performance, and quality. MES improves it by surfacing real-time downtime causes, cycle time deviations, and quality defects, enabling teams to respond quickly and drive continuous improvement.
What is the difference between MES and SCADA?
SCADA focuses on real-time monitoring and control of machines and equipment at the automation layer. MES focuses on managing production execution, work orders, quality, and traceability at the operational level. MES integrates SCADA data as one inputs among several sources feeding into production management.