Introduction
Unplanned downtime costs Fortune Global 500 companies approximately $1.4 trillion annually — 11% of their yearly turnover. In automotive manufacturing, a single hour offline can cost $2.3 million. Yet most facilities still rely on technicians walking the floor to catch problems before they become stoppages.
Remote industrial equipment monitoring changes that equation. Modern systems collect machine data continuously across large shop floors and multi-site operations, flagging issues before they escalate — no boots required on every machine.
This guide covers the core technologies behind remote industrial equipment monitoring in 2026: what separates capable systems from basic trackers, how to navigate protocol diversity, how to connect legacy equipment, and what to look for in a vendor with real manufacturing expertise.
Key Takeaways
- Remote monitoring uses IIoT sensors, communication protocols, and cloud platforms to capture real-time machine data without manual inspection
- Key enabling layers: sensor networks (wired and wireless), protocols like MTConnect and OPC-UA, cellular or satellite connectivity, and cloud analytics
- Legacy machine compatibility remains one of the most underestimated challenges—not all solutions connect to older CNCs without costly retrofits
- Choosing a solution means matching your machine mix, ERP/MES integration needs, and scalability requirements before you buy
What Is Remote Industrial Equipment Monitoring and Why It Matters
Remote industrial equipment monitoring uses connected hardware—sensors, edge devices, network gateways—and software platforms to continuously collect, transmit, and analyze operational data from machines across your facility. No manual rounds. No clipboard tallies. Just a live picture of what every machine is doing and how it's performing.
Not all monitoring is equal. Asset tracking tells you where a machine is and whether it's running. Machine performance monitoring goes deeper:
| Asset Tracking | Machine Performance Monitoring | |
|---|---|---|
| Answers | "Where is it?" / "Is it running?" | "How is it running?" / "Will it fail?" |
| Captures | Location, utilization hours | Cycle time, spindle utilization, fault codes, OEE |
| Use case | Inventory visibility | Predictive maintenance, production optimization |
This guide focuses on machine performance monitoring—the layer that drives real operational decisions.
Why this matters in 2026: The average large manufacturing plant loses $253 million per year due to unplanned downtime. Yet 31% of manufacturers still rely on manual or paper-based tracking—leaving that downtime cost largely unaddressed. Predictive maintenance strategies, enabled by continuous monitoring, reduce unplanned downtime by up to 50% and cut maintenance costs by 40%. Large manufacturers typically see ROI within three months.

Remote monitoring enables several critical business outcomes:
- Catches developing faults before they cause unplanned stoppages
- Gives production planners accurate, real-time machine performance data for scheduling
- Replaces manual data collection and paper-based logs entirely
- Connects shop floor activity to front-office systems with a single source of truth
Core Technologies Powering Remote Industrial Equipment Monitoring
Sensors and Edge Devices
Industrial-grade sensors serve as the data collection layer, measuring vibration, temperature, current, pressure, and proximity. Edge devices pre-process raw sensor data locally before transmission, reducing latency and bandwidth load. This local processing filters noise, aggregates readings, and triggers immediate alerts when thresholds are breached.
Purpose-built machine monitoring hardware differs significantly from retrofitted IoT sensors. Dedicated solutions offer tighter integration with machine controllers and more reliable data fidelity — generic IoT sensors often struggle with the electromagnetic interference, temperature extremes, and vibration common in manufacturing environments.
Communication Protocols
A single shop floor can easily require four different communication protocols — the result of equipment from multiple vendors accumulating over decades. Here's how the major standards break down:
MTConnect is an open, royalty-free standard designed specifically for manufacturing equipment interoperability. It's read-only (ensuring monitoring cannot alter machine control parameters), provides a semantic vocabulary for manufacturing devices, and is governed by the MTConnect Institute, a subsidiary of AMT. MTConnect excels at creating a common data language for CNC machines built decades apart.
OPC-UA (Open Platform Communications Unified Architecture) is a platform-independent, service-oriented architecture providing secure data exchange from shop floor to enterprise IT level. Managed by the OPC Foundation, it's the de facto standard for transporting semantic data securely to cloud/ERP systems, often used alongside MTConnect.
FANUC FOCAS is a proprietary library for exchanging data between PCs and FANUC CNCs. It supports controller families including 0i, 16i, 18i, 21i, 30i, 31i, and 32i series, providing high-fidelity data extraction from FANUC-controlled machines.
Modbus, originally published by Modicon in 1979, remains widely deployed in legacy industrial environments. Despite its age, its simplicity and openness make it dominant for connecting sensors, PLCs, and remote terminal units where complex object modeling isn't required.

That protocol diversity is precisely why connectivity infrastructure decisions matter — choosing the right wireless layer has to account for all of them simultaneously.
Connectivity Infrastructure
Selecting the right wireless infrastructure depends on your environment and application requirements:
| Technology | Technical Profile | Industrial Use Cases |
|---|---|---|
| Plant-Floor Wi-Fi | High bandwidth, low latency. Wi-Fi 6/6E offers improved reliability in dense RF environments | Real-time data streaming, HMI panels, video surveillance for stationary assets |
| Industrial Cellular (Private 5G/LTE) | Ultra-Reliable Low Latency Communications on dedicated spectrum (CBRS) | Mission-critical control, autonomous mobile robots, high-density sensor networks |
| LoRaWAN | Long-range, low-power, low-bandwidth with excellent penetration | Battery-operated sensors for vibration, temperature, tank levels where real-time control isn't required |
| Satellite IoT (LEO) | Ubiquitous coverage via Low Earth Orbit constellations with lower latency | Remote pipelines, mining equipment, off-grid facilities without terrestrial networks |
As of 2024, 78% of global industrial operations had integrated at least one form of wireless device, with **22% of smart factories** operating on private 5G networks.
Cloud Platforms and Analytics
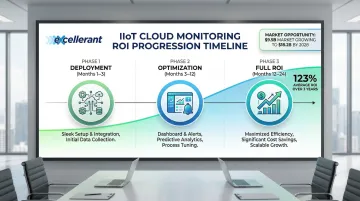
Cloud-based monitoring platforms aggregate machine data, generate dashboards showing OEE, alert on threshold breaches, and provide historical trend analysis. The global Industrial IoT platform market was valued at $9.5 billion in 2023 and is projected to reach $18.2 billion by 2028, growing at a CAGR of 13.9%.
Manufacturers are migrating toward cloud architectures for scalability and lower infrastructure costs — eliminating the need to build and maintain on-site data centers. On-premise deployments remain necessary where data sovereignty or strict security requirements demand local hosting. Either way, manufacturers deploying IoT-enabled monitoring systems report an average ROI of 123% over three years, with payback periods typically ranging from 12 to 24 months.
Must-Have Features in a Remote Industrial Monitoring System
Real-Time Data Visibility
Real-time machine status visibility is the foundational feature. Production dashboards should display:
- Machine utilization rates showing running, idle, down, and in-cycle states
- Current job status with part counts and cycle times
- Active alerts for threshold breaches or anomalies
- When each machine last produced a part
- Production bottleneck identification
This visibility must be accessible from any device—desktop, tablet, or mobile—enabling operators, supervisors, and executives to monitor operations from anywhere.
Predictive and Preventive Maintenance Alerts
Threshold-based alerts feed predictive maintenance workflows by monitoring vibration spikes, temperature exceedances, and power draw anomalies — triggering when any single parameter exceeds a preset limit.
AI-driven anomaly detection represents a more sophisticated approach, learning each machine's baseline behavior through time-series analysis. This method identifies unusual patterns or deviations from normal operating parameters, catching developing issues that wouldn't trigger single-threshold alerts. The combination of both approaches provides comprehensive coverage.
Most real-world shop floors run mixed equipment vintages, so legacy protocol support is essential. Solutions must handle Modbus, RS-232, RS-485, and older proprietary CNCs without requiring expensive controller upgrades.
The average age of industrial fixed assets has reached 24 years—the oldest in nearly 70 years. In U.S. job shops, 62% still operate non-CNC lathes and milling machines. Solutions without legacy support force manufacturers into controller replacements costing five times more than retrofit solutions.
Scalability and Unlimited Access
The system should support adding machines, sites, or users without restructuring or incurring steep per-seat or per-machine licensing fees.
Gartner predicts that by the end of 2025, SaaS customers buying industry-specific vertical offerings will see 40% higher subscription costs compared to generic offerings.
Per-device licensing becomes prohibitive at scale. Evaluate vendors on their licensing structure—some offer unlimited user access models that eliminate hidden costs as operations grow. The ability to add displays, tablets, and users without additional fees significantly impacts total cost of ownership.
The Legacy Machine Challenge: Connecting Old Equipment to Modern Networks
A large proportion of industrial equipment on active North American shop floors was installed before the IIoT era. Many CNC machines, lathes, mills, and machining centers lack native network ports or modern communication interfaces, making standard IoT sensor deployments inadequate.
The retrofit approach uses hardware adapters, serial-to-Ethernet converters, and machine-side data collection units that translate proprietary machine signals or RS-232/RS-485 outputs into modern data formats without modifying machine controllers or voiding warranties. Retrofitting typically costs less than 20% of purchasing new equipment, making it the superior economic choice for mechanically sound legacy assets.
MTConnect is the open-standard solution to this interoperability problem. As a royalty-free, read-only protocol developed specifically to give older and newer CNC machines a common data language, it allows a single monitoring platform to ingest data from machines built decades apart.
Excellerant, as a voting member of the MTConnect Standards Committee with over 30 years of machine tool networking experience, built its IIoT platform around this challenge. It connects any mix of new and legacy machines across any brand or protocol without requiring controller replacements.
Connecting legacy machines to a network solves the visibility problem — but the programs running those machines need to be managed the same way. That's where Wireless DNC (Direct Numerical Control) comes in.
While monitoring reads machine status data, DNC manages the NC program files being run. Together, they create a unified, remotely managed workflow. Key capabilities include:
- Delivers NC programs wirelessly to machines without manual file transfers
- Keeps performance data and program files synchronized in one platform
- One-click revision compare identifies program changes instantly
- Streamlines version control and troubleshooting when production issues arise

How to Choose the Right Remote Monitoring Solution for Your Shop
Evaluate solutions based on these key criteria:
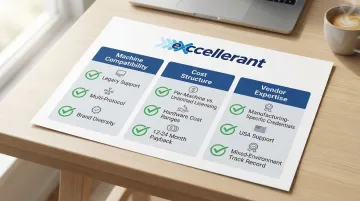
Machine Compatibility and Integration
Machine compatibility is your starting point. The solution must support your specific brands, ages, and protocols — a vendor should assess your machine roster before proposing anything, not offer a one-size-fits-all package.
ERP and MES integration deserves equal scrutiny. Ask for documented examples of similar integrations the vendor has completed. Real-time bidirectional data synchronization eliminates the time lag that reduces the value of monitoring data.
Deployment model comes down to your data sovereignty requirements, internet reliability, and IT preferences. Cloud offers easier scalability; on-premise gives you greater control.
Connectivity and Cost
Connectivity infrastructure is easy to underestimate. Assess whether your facility has adequate WiFi coverage, or whether you'll need to invest in private cellular, LoRaWAN gateways, or other infrastructure before you even deploy sensors.
Total cost of ownership is where most budgets go sideways — companies routinely underestimate software costs for IoT projects by 40–60%. Break down your evaluation across:
- Per-machine fees vs. per-user fees vs. unlimited access models
- Implementation timeline and services (payback typically runs 12–24 months)
- Ongoing support costs and service level agreements
- Hardware costs (sensors: $10–$500+ each; gateways: $200–$5,000)
Vendor Expertise in Your Environment
A platform built for fleet telematics or construction equipment behaves very differently from one built for CNC shop floors. Look for vendors with manufacturing-specific credentials, USA-based technical support, and a track record integrating mixed-machine environments across both modern and legacy equipment.
Excellerant is one example of a vendor that fits this profile. The company has been connecting machine tools to networks since 1991 — beginning with early DNC solutions and developing the world's first wireless DNC connection in 2001. As a voting member of the MTConnect Standards Committee, Excellerant's team works directly on the protocols that govern machine data communication. Their IIoT platform supports any machine brand or protocol with no additional licensing fees for client access.
Frequently Asked Questions
What is the best fleet tracking system?
The answer depends on whether your equipment moves. Fleet tracking uses GPS for mobile vehicles and heavy equipment; industrial machine monitoring uses protocol-based connectivity for stationary shop floor assets. CNC shops need monitoring platforms that capture operational performance data — not fleet trackers that only report location.
What are the 5 pillars of fleet management?
The five common pillars are visibility, maintenance, compliance, safety, and cost management. These same principles map directly to stationary industrial equipment monitoring: machine status visibility, predictive maintenance, utilization tracking, performance compliance, and ROI measurement all apply on the shop floor.
What is the difference between equipment monitoring and asset tracking?
Asset tracking answers "Where is it?" and "Is it running?" — location and utilization hours only. Equipment monitoring goes deeper, capturing cycle times, fault codes, OEE, and spindle utilization to answer "How is it performing?" and "Is failure imminent?" Manufacturers who only track assets miss the data needed to prevent downtime.
Can remote monitoring be implemented on older or legacy CNC machines?
Yes, legacy machines can be connected via retrofit hardware adapters, serial converters, and open standards like MTConnect. Solutions exist that translate RS-232/RS-485 outputs into modern data formats without modifying controllers or voiding warranties. Selecting a vendor with proven legacy integration experience is essential to avoid expensive controller replacements.
What communication protocols are most commonly used in industrial equipment monitoring?
MTConnect, OPC-UA, FANUC FOCAS, and Modbus are the most widely used protocols. MTConnect offers open, royalty-free machine connectivity; OPC-UA handles secure enterprise data exchange; FANUC FOCAS supports FANUC controllers; and Modbus bridges legacy sensors and PLCs. Most shop floors run multiple protocols at once due to mixed machine brands and vintages.
How does remote industrial equipment monitoring reduce unplanned downtime?
Continuous sensor data and threshold-based or AI-driven alerts allow maintenance teams to identify developing issues before failure occurs. This shifts maintenance from reactive to predictive. Repairs get scheduled during planned downtime windows — not after a breakdown has already stopped production.