Introduction: Why Disconnected Manufacturing Systems Are Costing You More Than You Think
Picture this: A production planner builds tomorrow's schedule using yesterday's data. A shop floor supervisor discovers a quality failure three hours after it started affecting output. Your ERP system shows 47 units of a critical component in inventory, but the actual count on the floor is 31. These aren't edge cases—they're daily realities for manufacturers running ERP and MES as isolated systems.
The operational friction is measurable and costly. Manufacturers operating disconnected systems face inventory carrying cost penalties of 15% and miss opportunities to reduce scrap and rework costs, which integrated environments cut by nearly 47%. The systems themselves aren't the problem. The gap between them is.
ERP and MES integration creates a closed-loop information system between business planning and shop floor execution. When these layers exchange data in real time, manufacturers see direct gains in production efficiency, forecast accuracy, and cost control.
This article covers the distinct roles of ERP and MES, how integration works in practice, the production management benefits that matter most, and the challenges you'll need to navigate.
TLDR: Key Takeaways
- ERP manages enterprise planning (finance, inventory, orders); MES manages real-time shop floor execution—both need shared data to work
- Integration runs both ways: ERP pushes work orders and schedules down; MES feeds production data, quality results, and labor actuals back up
- Key benefits: real-time production visibility, better demand forecasting, reduced scrap, and tighter supply chain coordination
- The machine data layer is frequently overlooked—without reliable CNC connectivity, MES receives incomplete data and integration underdelivers
- Success depends on data standardization, change management, and the right connectivity architecture for your equipment mix
ERP vs. MES: Two Systems, One Goal
ERP (Enterprise Resource Planning) operates at the business level, managing orders, procurement, finance, inventory planning, and customer-facing functions across the organization. MES (Manufacturing Execution System) operates at the production level, tracking, controlling, and optimizing what happens on the shop floor from work order release to finished goods.
The distinction is fundamental: ERP answers what needs to be produced, when, and with what resources. MES answers how production is actually happening right now. Without integration, these two layers operate on different — often contradictory — versions of reality. Your ERP might schedule a job based on theoretical capacity while your MES shows three machines down for unplanned maintenance.
The ISA-95 standard formalizes this relationship, defining ERP as Level 4 (business planning and logistics) and MES as Level 3 (manufacturing operations management). This framework clarifies where each system's responsibility begins and ends, and more importantly, what data must flow between them.
Comparing Core Functions Side by Side
ERP covers:
- High-level production planning and scheduling
- Inventory and material requirements planning (MRP)
- Financial costing and accounting
- Supply chain coordination and procurement
- Customer order management
These business-layer functions depend on accurate shop floor data — which is exactly what MES provides.
MES covers:
- Real-time machine and labor tracking
- Work order execution and routing
- Quality control at each production stage
- Component genealogy and traceability
- Actual cycle times and throughput rates
When ERP schedules production without knowing actual machine availability from MES, plans drift from reality. When MES captures quality failures but can't trigger ERP to adjust downstream shipments, defects reach customers. The integration between these two systems is what keeps both layers working from the same version of the truth.
How ERP and MES Integration Works: The Data Flow Architecture
Integration creates a bidirectional flow where ERP pushes production orders, BOMs (bills of materials), routing instructions, and scheduling windows to MES. In return, MES pushes back actual production quantities, cycle times, scrap counts, labor actuals, and quality outcomes to ERP. That exchange closes the gap between what was planned and what actually happened on the floor.
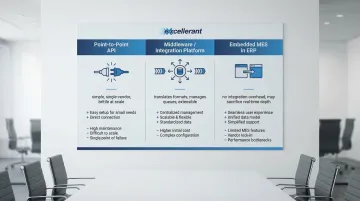
Manufacturers typically use three primary integration architectures:
- Point-to-point API connections — Simple to implement in single-vendor environments, but each API version change requires careful coordination and becomes brittle as complexity grows.
- Middleware / integration platforms — A broker layer that translates data formats and manages message queues. Easier to extend, but adds one more component to maintain.
- Embedded MES within ERP — Eliminates integration overhead entirely, but often trades away the real-time responsiveness and shop floor depth that dedicated MES platforms provide.
Data Standardization: The Foundation
Before meaningful integration can occur, both systems must agree on shared data models—part numbers, work center IDs, shift definitions, unit-of-measure conventions. Data mapping and harmonization is where integration projects require the most upfront investment but also deliver the most durable results.
The ISA-95 standard provides the architectural framework many manufacturers use to define what data moves between which system layers. It defines models for material, equipment, personnel, and process segment data exchange — giving both systems a shared vocabulary that reduces the cost and error rate of custom integration work.
Real-Time vs. Batch Integration
Batch/scheduled data exchange (nightly sync) and real-time event-driven integration serve very different operational needs. Level 3 (MES) systems require information availability within seconds of shop floor events, while Level 4 (ERP) systems traditionally operate on daily or shift-based timeframes.
Real-time integration is increasingly the expectation in environments where production conditions change within a single shift. When a CNC machine goes down unexpectedly, real-time integration allows planners to adjust schedules immediately rather than discovering the problem during tomorrow's batch update.
Production Management Benefits of Connected ERP and MES Systems
Accurate, Confidence-Worthy Production Planning
When MES feeds ERP with actual machine availability, current WIP status, and real cycle times, production planners can build schedules grounded in what the floor can actually deliver—not theoretical capacity. A simulation study demonstrated that MES integration could reduce production lead times by more than 60% by enabling dynamic rerouting during machine breakdowns.
Schedules built on actual capacity data mean fewer surprise expedites, less production firefighting, and more reliable on-time delivery commitments.
Real-Time Quality Control and Faster Defect Response
MES captures quality data at each production stage. When this integrates into ERP, quality failures trigger immediate upstream and downstream responses—adjusting purchase orders, flagging customer shipments, or rescheduling affected work orders—rather than being discovered in end-of-day reporting.
The impact is substantial. Lockheed Martin achieved a 46.9% reduction in scrap and rework costs by implementing an MES with embedded quality management that triggered automated corrective actions. Studies link real-time quality monitoring to defect rate reductions of up to 40%.
Tighter Inventory Management and Reduced Carrying Costs
With real-time WIP data from MES flowing into ERP's inventory module, materials are consumed accurately as production progresses. This reduces phantom inventory discrepancies, improves MRP accuracy, and supports JIT replenishment models by making actual consumption visible in near-real time.
A global automotive company reduced inventory holding costs by 15% by aligning raw material purchases with actual production needs via MES-ERP integration. Another manufacturer achieved 98% inventory accuracy and reduced inventory-on-hand costs by 25% after implementing an integrated solution.

Elimination of Manual Data Re-Entry and Associated Errors
That same data accuracy problem extends beyond inventory. In disconnected environments, operators often enter the same production data into both MES and ERP separately, creating opportunities for transcription errors, timing gaps, and inconsistencies. Integration eliminates this duplication, freeing operators for higher-value tasks and establishing a single authoritative data record.
One food processing company saved $1 million annually by automating data transfer between MES and ERP. Automation also cut the time spent on inventory checks by 62% at one manufacturer — hours per week reclaimed from manual reconciliation.
Improved OEE Tracking and Reporting
When machine uptime, downtime reasons, and production rates from MES tie into ERP's production costing and scheduling modules, manufacturers gain a complete picture of where capacity is being lost and what it costs. Real-time MES integration with CNCs has been linked to a 20% increase in OEE in precision manufacturing environments.
Current OEE benchmarks by industry:
| Industry Sector | Average OEE | Top Quartile OEE |
|---|---|---|
| Medical Devices | 78.2% | 85.0% |
| Industrial Equipment | 74.6% | 82.1% |
| Aerospace & Defense | 64.7% | 73.6% |
| Metal Fabrication | 62.4% | 71.2% |
| Automotive | 61.8% | 69.4% |
For aerospace and metal fabrication shops especially, the gap between average and top-quartile OEE represents recoverable capacity — production output that's already being paid for but not delivered.
The Machine Data Layer: Connecting Physical Equipment to Your Digital Systems
Here's the gap most integration discussions overlook: ERP-MES integration is only as good as the data MES receives from the shop floor. If machines—especially legacy CNC equipment—aren't connected to report actual cycle times, run states, alarms, and part counts automatically, the MES depends on manual operator input. This reintroduces the same data accuracy and timeliness problems that integration is meant to solve.
IIoT Machine Connectivity Bridges the Gap
Industrial Internet of Things (IIoT) machine connectivity bridges this gap by connecting physical machines directly to the MES through standardized protocols. MTConnect is an open, royalty-free standard designed to enable manufacturing equipment to provide data in structured XML format. OPC UA provides a secure, platform-independent framework for information modeling and transport. Proprietary protocols like FANUC FOCAS retrieve data from specific controller brands.
Modern connectivity solutions work with both new CNC equipment and older legacy machines, making this achievable without a full equipment refresh. The result is automatic, real-time data capture at the machine level—eliminating human error and latency while capturing accurate, detailed data that manual processes simply cannot match.
Excellerant's Role in the Machine Connectivity Layer
Built on over 30 years of machine tool networking experience, Excellerant provides the foundational IIoT layer that feeds accurate, real-time data into MES platforms. The platform connects any mix of machines regardless of brand or age, supporting:
- MTConnect and OPC-UA open standards
- FANUC FOCAS, HAAS MNET, and Mazak Mazatrol proprietary protocols
- Legacy equipment alongside new CNC machines — no full equipment refresh required
As a voting member of the MTConnect Standards Committee, Excellerant participates directly in developing the interoperability standards that enable seamless communication between manufacturing equipment and enterprise systems. This technical credibility is backed by direct implementation experience: the team has networked thousands of machine tools across hundreds of manufacturing plants.

Excellerant's platform provides real-time bi-directional data synchronization with enterprise platforms including SAP and Oracle. The system automatically captures and pushes to MES and ERP:
- Part counts and cycle times
- Machine status timelines and alarm states
- OEE statistics
This eliminates manual entry and ensures business systems always reflect current shop floor reality.
The Practical Implication for Integration Projects
Manufacturers planning an ERP-MES integration should audit their machine connectivity before or alongside the ERP-MES integration project. If machines aren't reporting data automatically, the ERP and MES may be exchanging high-level plan data while the actual production reality remains invisible—a common reason why integration projects underdeliver on their promised ROI.
Treat machine connectivity as a prerequisite, not an afterthought. Without it, even a well-executed ERP-MES integration will produce incomplete data — and incomplete data means decisions made without the full picture.
Common Challenges and How to Approach Them
ERP and MES integration projects stumble in predictable ways. Understanding these three challenges upfront lets you build a plan that avoids them.
System Complexity and Vendor Misalignment
ERP and MES are often sourced from different vendors using different data models, update cycles, and API standards. Closing that gap requires coordination across multiple fronts:
- Involve IT, operations, and production planning stakeholders together from the start
- Select integration platforms that support open standards like ISA-95 and OPC UA
- Require documented API contracts from both system vendors before committing to an architecture
The ISA-95 standard reduces the risk, cost, and errors associated with implementing interfaces between systems by providing a common framework both vendors can reference.
Change Management and Workforce Adoption
Integration changes how operators, planners, and managers interact with production data every day. Without structured training, clear communication of why integration is happening, and visible executive sponsorship, teams bypass the new system in favor of old manual workarounds.
The numbers back this up. Inadequate change management drives 42% of ERP implementation failures in discrete manufacturing, and 70% of transformations fail because leadership underestimates the people side of change.
Scoping and Phasing the Project Realistically
Many manufacturers attempt to integrate all modules at once, creating a high-risk, high-complexity program. A phased approach works better: start with the highest-impact data exchange points (typically production order status and actual quantities), then expand to quality, labor, and cost data once those connections are stable. Each phase validates the architecture and produces measurable results before the next begins.
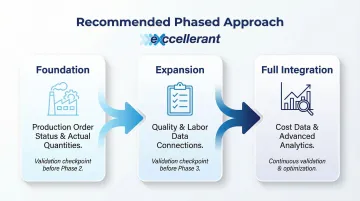
Implementing a phased rollout strategy allows organizations to validate integration steps while maintaining product quality. The rise of modular "Composable MES" architectures supports this approach — manufacturers can deploy specific functions like tracking or quality management rather than committing to large, all-in-one systems, reducing initial complexity and risk.
Frequently Asked Questions
What is the main difference between ERP and MES in manufacturing?
ERP manages enterprise-level business processes including planning, finance, procurement, and inventory across the organization. MES manages real-time shop floor execution, tracking what's happening on machines and production lines as it occurs. Together, they connect business decisions to production realities.
Can smaller machine shops benefit from ERP and MES integration, or is it only for large manufacturers?
Integration benefits manufacturers of all sizes, particularly job shops and smaller facilities where manual data entry between systems creates the most friction and error risk. Modern modular solutions have lowered the barrier to entry significantly, making real-time integration accessible without enterprise-scale budgets.
How does machine data actually get from a CNC machine into an MES system?
Machine data is collected through IIoT connectivity solutions that use protocols like MTConnect or OPC-UA to automatically pull run state, cycle time, alarm data, and part counts from machine controllers. This eliminates the need for manual operator input and ensures data accuracy and timeliness.
Does integrating ERP and MES require replacing either existing system?
Integration does not require replacing either system. It involves creating a data exchange layer between them using APIs, middleware, or integration platforms. The complexity depends on how modern and open each system's APIs are.
What data does MES send back to ERP during production?
MES sends the following back to ERP in real time:
- Actual quantities produced, scrap counts, and rework totals
- Cycle times and machine downtime events with reasons
- Labor hours consumed and quality inspection results
All of this updates ERP's inventory, costing, and scheduling modules to reflect actual shop floor performance.
How long does a typical ERP and MES integration project take to implement?
Timelines vary based on system complexity, number of integration points, and data standardization effort. A phased approach can bring foundational production order data exchange live within weeks. Full integration — including quality, labor, and cost data — typically takes several months.