Introduction
Manufacturing teams that rely on yesterday's data are always reacting — to breakdowns, missed deadlines, and quality failures — rather than preventing them. When supervisors discover a machine failure mid-run or learn about a quality escape only after final inspection, the damage is already done.
Real-time production monitoring is the shift from reactive firefighting to proactive control — and its impact reaches further than most manufacturers expect.
The benefits span the entire operation: machine uptime, ERP data accuracy, delivery commitments, and the quality of decisions made at every level of the shop floor. Here are 8 specific, measurable ways real-time monitoring changes outcomes.
TL;DR
- Real-time production monitoring continuously tracks machine performance, output, and process data as it happens
- Reduces unplanned downtime by 30-50% and improves OEE toward world-class benchmarks
- Catches quality issues before they become defect batches, cutting scrap rates by up to 50%
- Eliminates manual data collection errors and feeds accurate data into ERP systems automatically
- Shifts operations from reactive firefighting to proactive decisions backed by live floor data
What Is Real-Time Production Monitoring?
Real-time production monitoring is the continuous, automated collection and display of machine data — cycle times, output counts, machine states, and downtime events — as they happen, with no manual input required. The system captures this data directly from equipment and displays it instantly through dashboards accessible from any device.
This technology applies across CNC machines, automated equipment, and production lines in job shops, machine shops, and discrete manufacturing environments — including aerospace, defense, and medical device production. Modern monitoring platforms connect to virtually any machine brand or communication protocol, including legacy equipment, making adoption practical for mixed-fleet shops without requiring a full hardware overhaul.
The purpose is to give operators, supervisors, and managers real visibility into what's happening on the floor — right now, not in yesterday's report. That visibility is what allows teams to intervene early, adjust schedules on the fly, and stop small issues from becoming costly downtime.
8 Key Benefits of Real-Time Production Monitoring in Manufacturing
Each benefit below is tied to a measurable operational outcome — cost, throughput, quality, or decision speed — not abstract efficiency claims. These benefits apply across manufacturing environments of different sizes, from single-machine job shops to multi-cell production floors.
Benefit 1: Reduced Unplanned Machine Downtime
Real-time monitoring continuously tracks machine health signals — spindle load, cycle anomalies, idle states, and fault codes — so abnormal patterns are flagged before they escalate into breakdowns. This shifts maintenance from reactive (fix it after failure) to condition-based (act on the signal): teams get alerts on a live dashboard instead of discovering a failure mid-run.
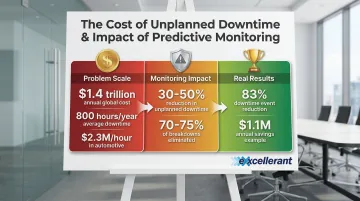
The financial stakes are real: unplanned downtime costs global manufacturers an estimated $1.4 trillion annually, roughly 11% of total revenues. In automotive, large-plant downtime reaches $2.3 million per hour. The average manufacturer confronts 800 hours of equipment downtime per year.
Predictive maintenance enabled by real-time monitoring can reduce unplanned downtime by 30-50% and eliminate 70-75% of breakdowns. One automotive parts manufacturer cut downtime events from 12 to 2 per month — an 83% reduction — saving $340,000 annually. Another replaced 8 hours of unplanned downtime with 3 hours of planned maintenance through automated vibration analytics, saving $1.1 million annually.
When supervisors receive immediate alerts about spindle vibration anomalies or cycle time deviations, they can schedule maintenance during planned breaks rather than losing an entire shift to emergency repairs.
Benefit 2: Improved Overall Equipment Effectiveness (OEE)
OEE measures manufacturing productivity through three components: Availability × Performance × Quality. Real-time monitoring feeds accurate, live data into each component — eliminating estimation and manual logging errors that distort OEE calculations.
Discrete manufacturing organizations average 66.8% OEE, well below the world-class benchmark of 85% or higher — and only about 6% of manufacturers hit that mark. Closing this gap is a substantial opportunity: improving OEE from 60% to 80% increases output by 33%, without purchasing new equipment.
Visibility into micro-stops, slow cycles, and changeover time — which often go unrecorded in manual systems — allows teams to identify and eliminate the specific losses dragging down OEE. Excellerant's monitoring platform automatically captures:
- Availability data through timeline records of machine operations and downtime events
- Performance data by comparing actual-to-expected machine output and recording precise cycle times
- Quality data when operators signal conforming versus nonconforming parts through the shop floor interface
This granular, unbiased data reveals the true bottlenecks. Many companies are stunned when automated data shows their actual utilization is significantly lower than assumed, but this clarity enables targeted improvement rather than guesswork.
Benefit 3: Faster Defect Detection and Quality Control
Real-time monitoring allows deviations in cycle time, feed rates, or process parameters to be flagged immediately — so quality issues are caught at the machine, not at final inspection or, worse, at the customer. Immediate feedback closes the loop faster: operators can intervene, adjust tooling, or quarantine parts before an entire production run is compromised.
The Cost of Poor Quality (COPQ) can consume up to 40% of revenue in some sectors; in mature operations, it typically accounts for 15-20% of total sales. A batch of 1 million units with a 4% defect rate at $50 production cost generates $2 million in direct failure costs — before engineering time, customer returns, or brand damage are factored in.
Live data enables Statistical Process Control (SPC) with continuous feedback loops. A precision mechanical SME increased traceability of non-conformities by 70% using digital systems. Machine learning algorithms applied to real-time sensor data can predict tool wear and classify process anomalies, allowing corrective adjustments before parts are damaged.
An alert about cycle time deviation triggers a targeted response — inspect, adjust, and resume — rather than a shift-end discovery of hundreds of scrap parts.
Benefit 4: More Accurate Production Scheduling and Forecasting
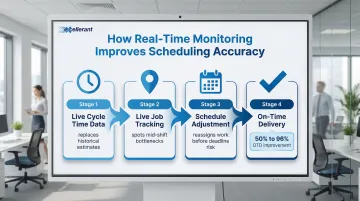
Real-time cycle time and throughput data replaces estimated or historical averages in scheduling — giving planners accurate capacity numbers to commit to delivery dates with confidence. Live job tracking lets schedulers spot bottlenecks mid-shift and reassign work or adjust sequencing before a missed deadline becomes a customer problem.
Poor shop floor visibility directly correlates with late shipments. In the aerospace supply chain, 33% of late deliveries stem from schedule changes and demand shifts — problems that better predictive visibility and communication can reduce.
The results are measurable:
- A CNC machining supplier improved on-time delivery from 50% to 96% by addressing scheduling and process visibility gaps
- An automotive parts manufacturer boosted order fulfillment by 25% through ERP integration with IIoT monitoring
Excellerant's Shop Summary Dashboard gives schedulers a live view of where every job stands, including:
- Predicted job completion times based on current machine performance
- Bottleneck alerts flagging threats to planned production levels
- Calculated machine and operator hours needed for on-time completion
When schedulers can see which machines are running behind — and by exactly how much — they adjust job sequencing in real time rather than reacting to static plans that no longer match the floor.
Benefit 5: Maximized Machine and Resource Utilization
Real-time dashboards reveal which machines are running, idle, waiting for setup, or in an unplanned stop at any given moment — making underutilization visible instead of invisible. This data supports smarter job routing, operator assignments, and shift planning — ensuring available capacity is used rather than lost to undocumented idle time.
The utilization gap is wider than most shops expect: the average manufacturer runs at just 28% machine utilization. Job shops typically fall between 55-70%, while world-class operations target 85% or higher. In a single 8-hour shift, 2 hours and 5 minutes of idle time represents $312.50 in lost revenue per machine — roughly $78,000 annually.
Shops that have deployed monitoring platforms have closed this gap meaningfully:
- Wiscon Products increased utilization by 30% using machine monitoring
- NOV CAP increased CNC machine utilization by 20% within three months by connecting 60 machines to a real-time platform
- A European precision engineering SME boosted productivity by 24%, generating an additional €25,000 in revenue, using IIoT data analytics
When supervisors can see at a glance which machines have been idle for 30 minutes and why, they route the next job there instead of queuing it behind an already busy cell.
Benefit 6: Elimination of Manual Data Entry and Paperwork
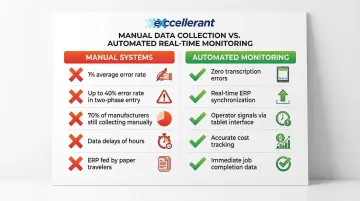
Automated machine data collection removes the need for operators to manually record cycle counts, downtime reasons, or job completion times — reducing input errors, time loss, and the chronic gap between what happened and what was written down.
Manual data entry carries an average error rate of approximately 1% — but in complex two-phase systems (written then typed), up to 40% of records contain errors. Nearly 48% of manufacturing companies still rely on spreadsheets, and 70% still collect production data manually.
Excellerant's monitoring platform connects directly to ERP systems, ensuring that shop floor data driving purchasing, invoicing, and scheduling is accurate and current — not transcribed hours later from a paper traveler.
Through the tablet-optimized Shop Floor Interface, operators signal job completions, flag conforming or nonconforming parts, and push that data to the ERP in real time.
Dan Villemaire from C&M Machine Products puts it directly: "The accuracy of information that's coming into our ERP system is exponentially better than what it was before. We have been able to improve the accuracy of our costs and increase our value to our customers."
Benefit 7: Stronger Shop Floor to Front Office Communication
When production status, job progress, and machine availability are visible in real time, front office teams (scheduling, sales, management) can answer customer questions, adjust commitments, and plan resources without waiting for a floor walk or end-of-shift report. This closes the communication gap that causes missed deadlines, overbooking, and reactive re-planning — replacing informal updates with a shared, accurate view of what's actually happening.
Poor communication costs manufacturers an average of $1.2 million annually through coordination waste, delayed responses, and recurring problems. Frontline leaders spend 30-40% of their time coordinating rather than problem-solving — and 60-70% of verbally communicated issues never get documented or resolved.
Connecting the shop floor to the front office produces measurable gains:
- Real-time systems with mobile capture and closed-loop tracking can cut coordination time by 50-60% within one month
- Manufacturers that implement systematic communication metrics see 35-45% improvement in coordination efficiency within six months
Rory Miller from McMellon Bros. describes the transformation: "ERP has become a more powerful tool. I can pull it up at any time and find out what's happening with a customer's parts. If we're not on pace, we can fix it."
Excellerant's Shop Summary Dashboard provides front office teams with a comprehensive at-a-glance overview of the entire shop floor, real-time machine status, job progress tracking, and intelligent schedule forecasting — all accessible from any device through a web browser with unlimited client access.
Benefit 8: Faster, More Confident Decision-Making
When supervisors and managers have live data — not yesterday's summary — they can make decisions in minutes rather than waiting for reports: adjusting labor, escalating a machine issue, or pulling a job forward on the schedule. This connects directly to competitive advantage: manufacturers who act on current data can respond to disruptions, rush orders, and customer changes faster than competitors still working from lagging indicators.
Manufacturers relying on manual reports often act on data that is 12-24 hours old — effectively steering by the rearview mirror. A digital twin-based decision system tested in a discrete manufacturing line reduced makespan by ~18% and improved machine utilization by ~22% versus a traditional MES. When a fault occurred, the system generated a revised schedule within 90 seconds, cutting the impact on daily output by 45% compared to manual rescheduling.
When a supervisor receives an alert that Machine 3's cycle time has increased by 15% over the last hour, they investigate immediately — checking for tool wear, material issues, or operator questions — rather than discovering the problem at shift end when dozens of parts are already affected.
What Happens When Real-Time Monitoring Is Missing or Ignored
Without live data, downtime events go untracked, quality escapes reach customers, and scheduling is built on assumptions that break the moment one machine underperforms. The compounding cost of reactive operations manifests in specific operational symptoms:
- Frequent firefighting on the floor with supervisors constantly responding to crises
- Inaccurate ERP data that undermines purchasing, invoicing, and scheduling decisions
- Missed delivery dates that erode customer trust and trigger penalties
- OEE calculations built on guesswork rather than actual performance data
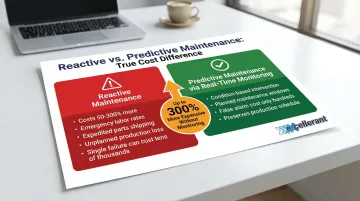
Those symptoms share a common root: decisions made without current data tend to fail at the worst possible moment. Nowhere is this more expensive than in maintenance. Reactive maintenance costs 50% to 300% more than predictive maintenance due to emergency labor rates, expedited shipping, and lost production. A missed failure can cost tens of thousands of dollars, whereas a false alarm or preventive inspection costs only hundreds.
As production volume or complexity grows, these costs scale with it. Decisions that work at low volume become unsustainable at higher throughput — and shops that can't see what's happening on the floor in real time are the last to know when something goes wrong.
How to Get the Most Value from Real-Time Production Monitoring
The data is only as useful as the actions it triggers. Monitoring systems should be paired with clear escalation paths so that alerts result in a defined response, not just a notification that gets ignored. When a machine stops unexpectedly, who receives the alert? What's the expected response time? Who follows up if the issue isn't resolved?
Connect monitoring data to the systems that already use it (scheduling tools, ERP platforms, maintenance workflows) so insights flow automatically rather than requiring manual transfer. Excellerant's IIoT solutions integrate with any machine brand or protocol, including legacy equipment, through support for:
- MTConnect
- OPC UA
- FANUC FOCAS
- HAAS MNET
- Mazak Mazatrol
The platform's Open API enables two-way data synchronization with manufacturing software systems, including ERP platforms like SAP and Oracle.
Review monitoring data at shift, daily, and weekly intervals to identify recurring patterns — not just react to individual events. Continuous improvement comes from trend analysis, not one-off corrections.
Excellerant's Performance Analytics service offers run-to-run, week-to-week, and year-to-year comparison tools to spot long-term improvement opportunities. State charts visualize utilization across machines and shifts, so recurring patterns become easy to spot.
Conclusion
Real-time production monitoring pays off at every level — from individual machine uptime to company-wide scheduling accuracy and customer confidence. Manufacturers who act on live data consistently improve OEE, reduce downtime, and tighten quality over time, building gains that reactive operations consistently miss.
The advantages build on each other:
- Better uptime creates capacity for higher utilization
- Higher utilization improves OEE scores
- Stronger OEE enables more accurate scheduling
- Accurate scheduling strengthens customer relationships
That cycle only starts when teams have visibility into what's happening right now.
Monitoring works best as an ongoing operational discipline, not a one-time technology install. Returns are proportional to how consistently the data gets used. The manufacturers who pull ahead aren't the ones collecting the most data — they're the ones acting on it fastest.
Frequently Asked Questions
What are the benefits of real-time data monitoring in manufacturing?
Real-time monitoring reduces unplanned downtime by 30-50%, improves OEE toward world-class benchmarks of 85%, catches quality issues before they become defect batches, eliminates manual data entry errors, and enables accurate production scheduling. It strengthens data flow between shop floor and front office, replacing reactive firefighting with proactive control.
What are the benefits of data analytics in manufacturing?
Data analytics identifies recurring patterns, root causes, and improvement opportunities by interpreting trends over time — things like Tool Station 2 consistently underperforming on Fridays. Real-time monitoring complements this by acting on live data immediately, stopping a machine showing anomalies before it produces scrap.
What is real-time production monitoring?
Real-time production monitoring is the automated, continuous collection and display of machine and production data — cycle times, machine states, output counts, downtime events — without manual input. It captures operational information directly from equipment and surfaces it immediately through dashboards, enabling faster and more accurate operational decisions.
How does real-time monitoring help reduce machine downtime?
By tracking machine signals like spindle load, cycle anomalies, and fault codes as they occur, monitoring flags abnormal patterns before they cause full breakdowns. This enables condition-based maintenance responses — scheduling repairs during planned breaks rather than losing entire shifts to emergency failures.
Can real-time monitoring work with older or legacy CNC machines?
Yes. Excellerant's platform connects to virtually any machine brand or age through MTConnect, OPC UA, FANUC FOCAS, HAAS MNET, and other protocols. Machines without native network capability can connect via serial communications, wireless adaptors, or PLCs.
What KPIs does real-time production monitoring improve?
Real-time monitoring directly improves OEE, unplanned downtime frequency, scrap and rework rates, machine utilization, schedule adherence, and ERP data accuracy. Each of these KPIs ties back to lower operating costs, higher throughput, and more reliable delivery performance.